How Electrostatic Precipitators Work: The Complete Engineering Guide
Electrostatic Precipitators (ESPs) are among the most widely deployed air pollution control systems in power plants, cement plants, steel mills, waste-to-energy facilities, pulp and paper mills, and numerous process industries. Their ability to remove particulate matter with efficiencies exceeding 99% makes them a critical component in achieving environmental compliance and reducing stack emissions.
Understanding how an electrostatic precipitator works requires knowledge of electrical engineering, gas dynamics, particle charging mechanisms, corona discharge physics, and particulate collection processes.
This guide provides a comprehensive engineering-level explanation of the ESP working principle, key components, operating parameters, performance calculations, and industrial applications.
What is an Electrostatic Precipitator?
An Electrostatic Precipitator (ESP) is a filtration device that removes suspended particulate matter from a gas stream using electrostatic forces.
Unlike bag filters, which rely on physical filtration through filter media, an ESP captures particles by electrically charging them and attracting them to oppositely charged collection surfaces.
Typical collection efficiency:
| Particle Size | Collection Efficiency |
|---|---|
| >10 µm | >99.9% |
| 2–10 µm | 99–99.8% |
| 0.5–2 µm | 95–99% |
| <0.5 µm | Lower efficiency zone |
Why Industries Use ESPs
Major advantages include:
- ✓Extremely low pressure drop
- ✓Capability to handle high gas temperatures
- ✓Low operating costs
- ✓Suitable for large gas volumes
- ✓High collection efficiency
- ✓Long equipment life
- ✓Continuous operation
Industries commonly using ESPs include:
- ✓Thermal Power Plants
- ✓Cement Plants
- ✓Steel Plants
- ✓Sinter Plants
- ✓Biomass Power Plants
- ✓Waste-to-Energy Plants
- ✓Fertilizer Plants
- ✓Pulp & Paper Industry
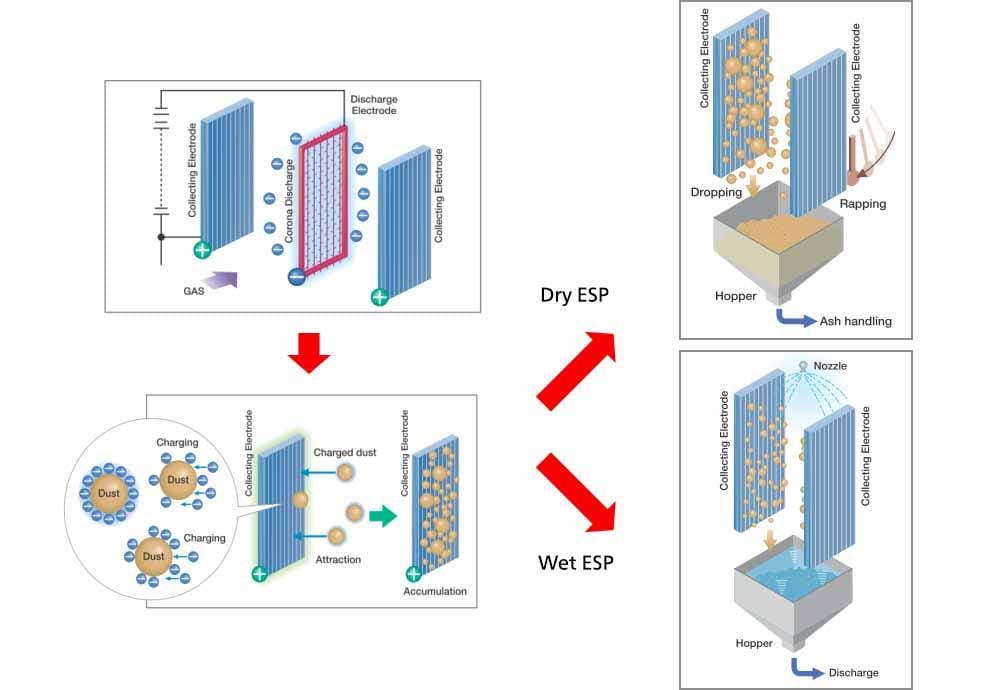
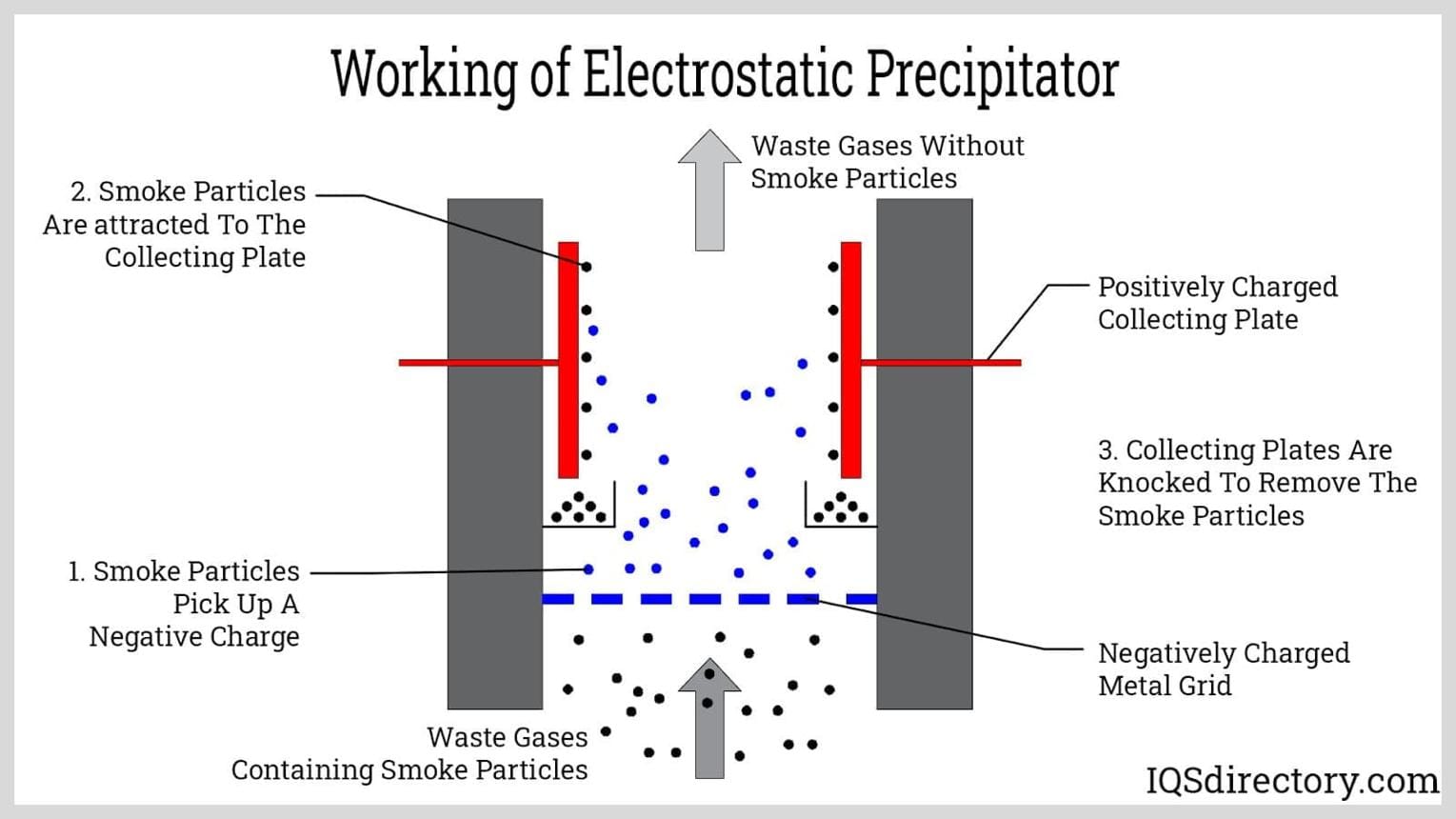
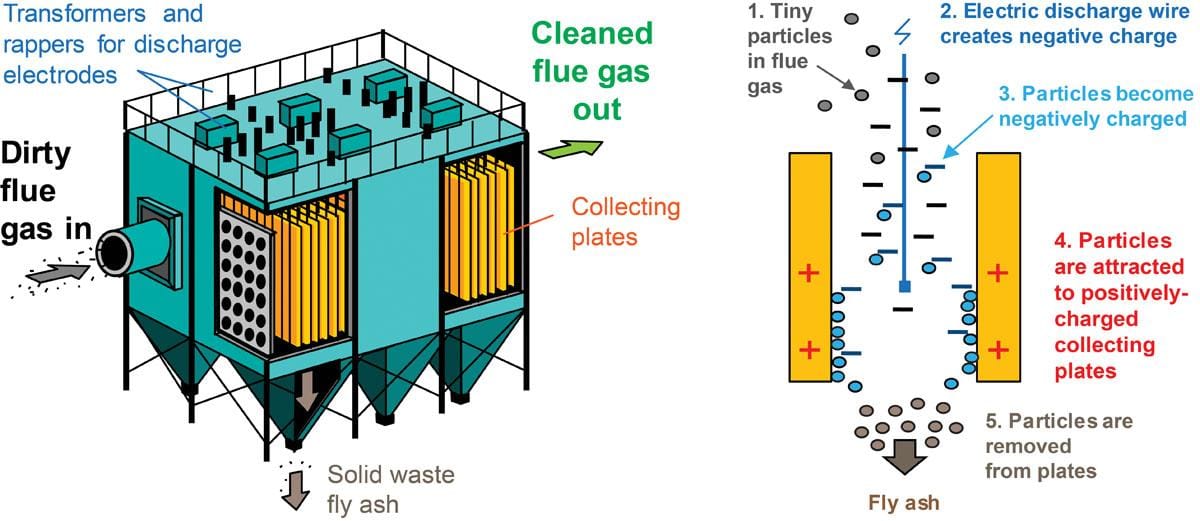
The Fundamental Working Principle of an ESP
At its core, an ESP operates through four stages:
- ✓Particle Charging
- ✓Particle Migration
- ✓Particle Collection
- ✓Dust Removal
The process begins when dust-laden flue gas enters the ESP chamber.

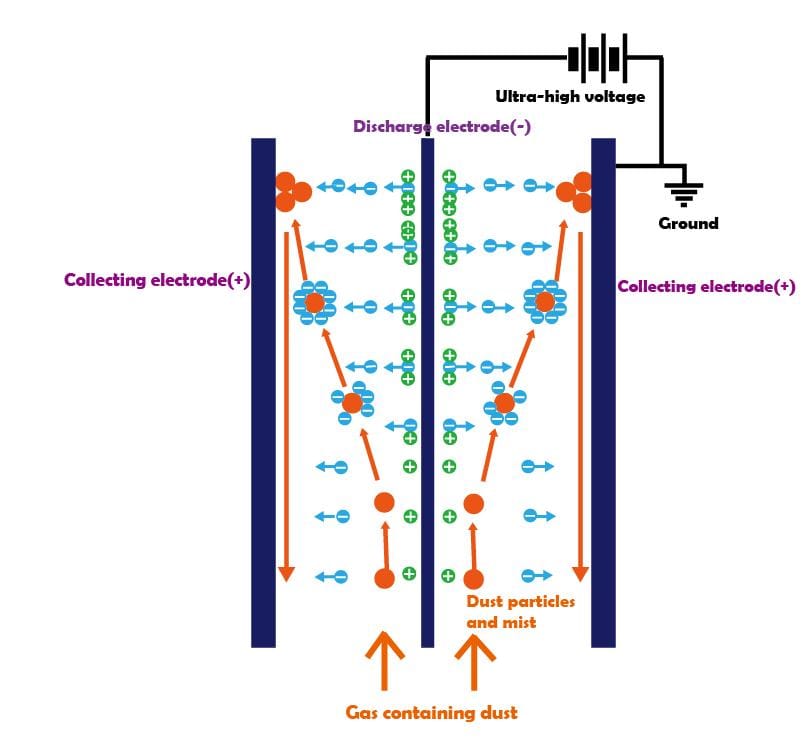
Stage 1: Corona Discharge Generation
The most important phenomenon inside an ESP is corona discharge.
A high-voltage DC power supply typically generates:
- ✓30 kV to 100 kV
- ✓Negative polarity in most applications
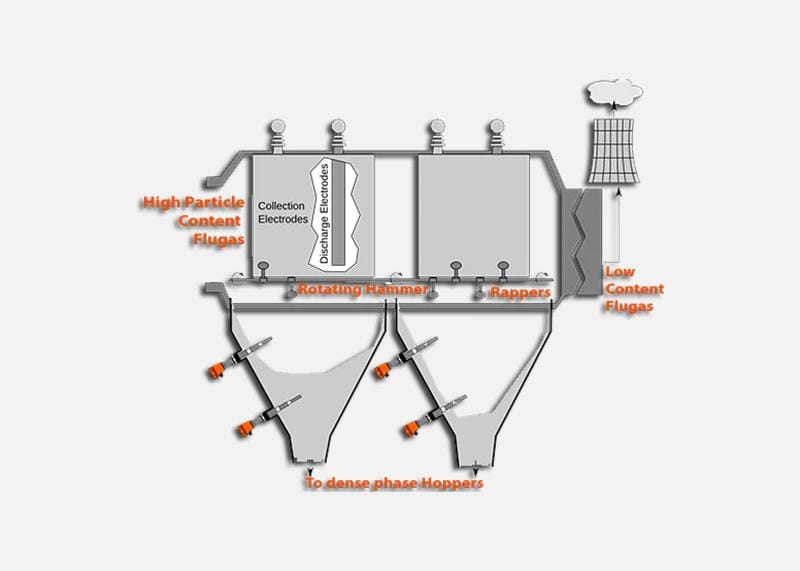
The voltage is applied between:
Discharge Electrodes
- ✓Thin wires
- ✓Spiked electrodes
- ✓Rigid mast electrodes
Collecting Electrodes
- ✓Large grounded plates
- ✓Parallel collection surfaces
The high electric field ionizes the surrounding gas.
As voltage increases, electrons are released into the gas stream, creating:
- ✓Negative ions
- ✓Free electrons
- ✓Ionized gas molecules
This region is known as the corona field.
Stage 2: Particle Charging Mechanism
Once corona discharge is established, dust particles become electrically charged.
Two charging mechanisms dominate:
Field Charging
Field charging occurs when ions collide with larger particles.
Effective for:
- ✓Particles >1 μm
- ✓Cement dust
- ✓Fly ash
- ✓Limestone dust
The particle acquires a negative charge proportional to:
- ✓Particle diameter
- ✓Electric field strength
- ✓Residence time
Diffusion Charging
Diffusion charging dominates for ultrafine particles.
Effective for:
- ✓Particles <1 μm
- ✓Fumes
- ✓Submicron aerosols
Random ion motion causes charge accumulation on particle surfaces.
Stage 3: Particle Migration
After acquiring charge, particles experience an electrostatic force.
The migration velocity is given by:
Where:
- ✓F = Electrostatic force
- ✓q = Particle charge
- ✓E = Electric field intensity
Particles migrate toward grounded collecting plates.
Factors affecting migration:
- ✓Particle size
- ✓Particle resistivity
- ✓Gas velocity
- ✓Electric field strength
- ✓Particle charge density
Stage 4: Particle Collection
When particles reach the collection plates:
- ✓Charge is neutralized
- ✓Particle adheres to plate surface
- ✓Dust layer gradually forms
This collected dust remains attached until removal by the rapping system.
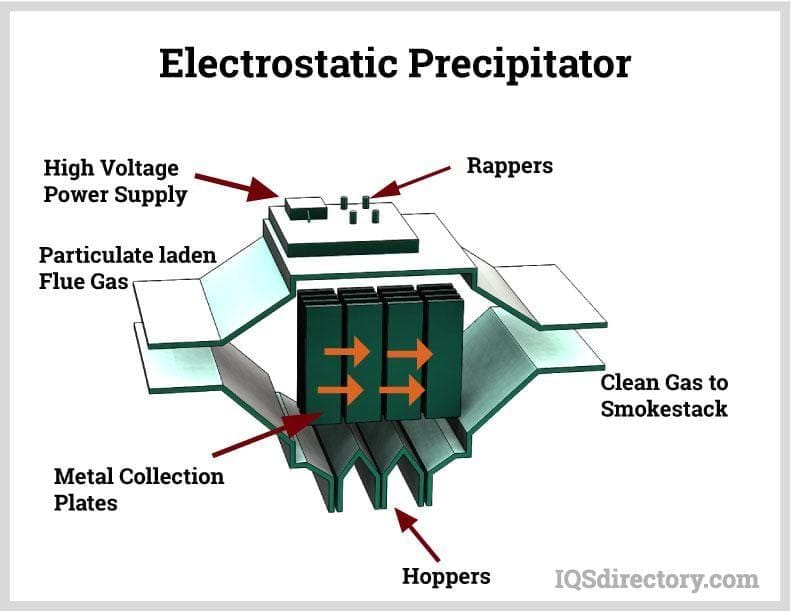
Stage 5: Dust Removal by Rapping
Dust accumulation cannot be allowed indefinitely.
Mechanical rappers periodically strike:
Collecting Plates
to dislodge accumulated dust.
Discharge Electrodes
to prevent buildup and maintain corona stability.
The dust falls into:
- ✓Hopper systems
- ✓Ash handling systems
- ✓Pneumatic conveying systems
for final disposal or reuse.
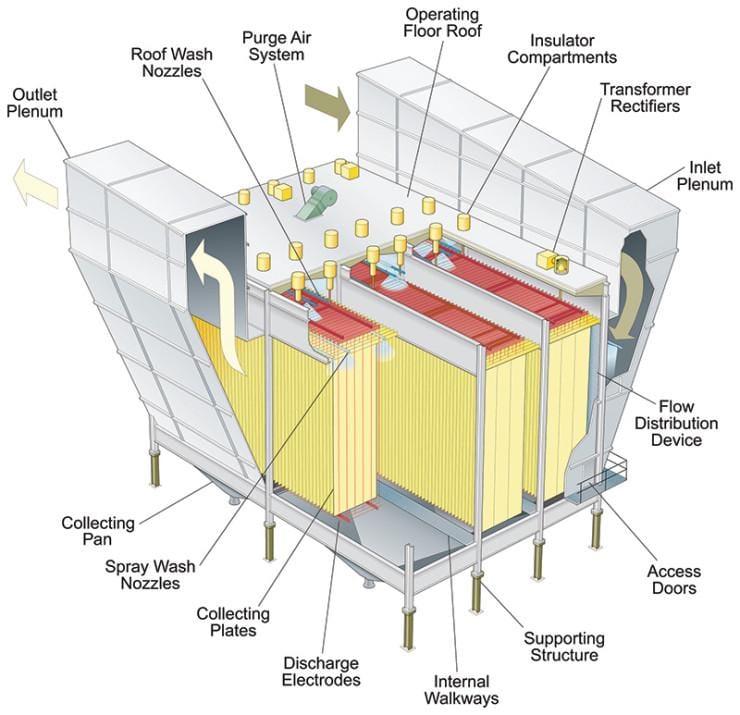
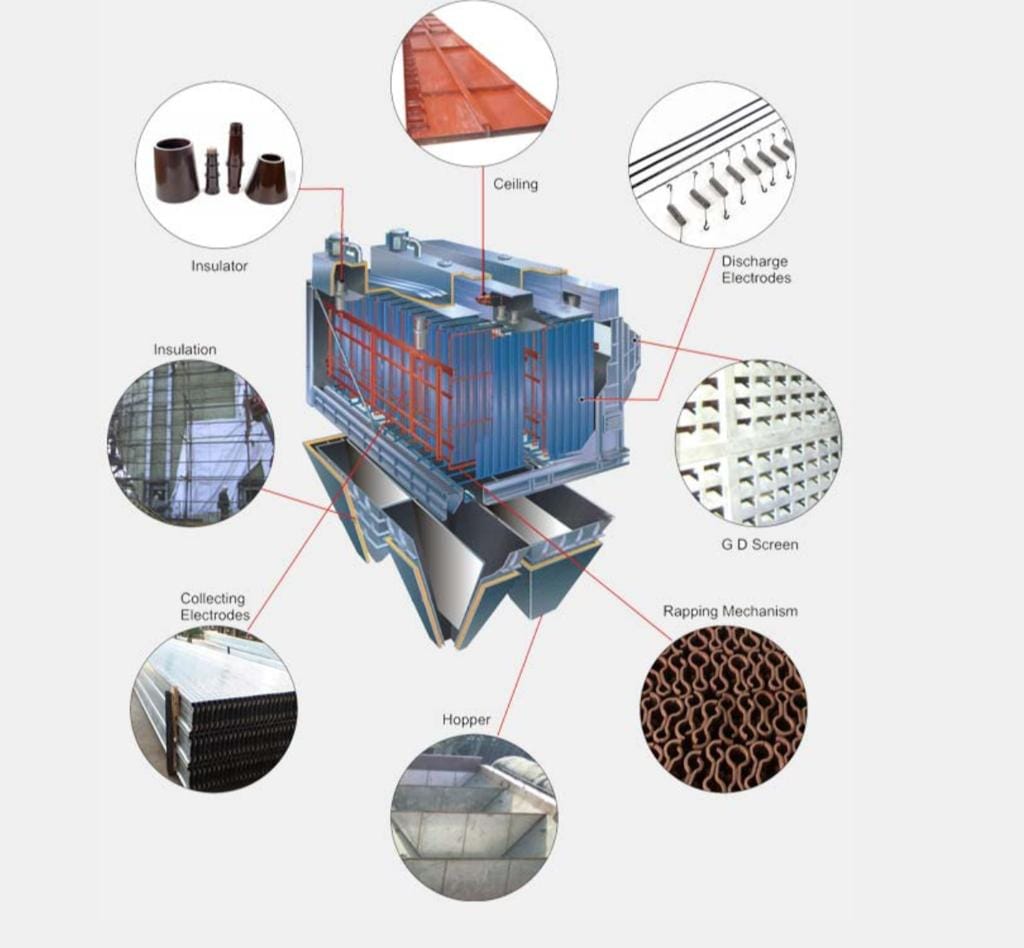
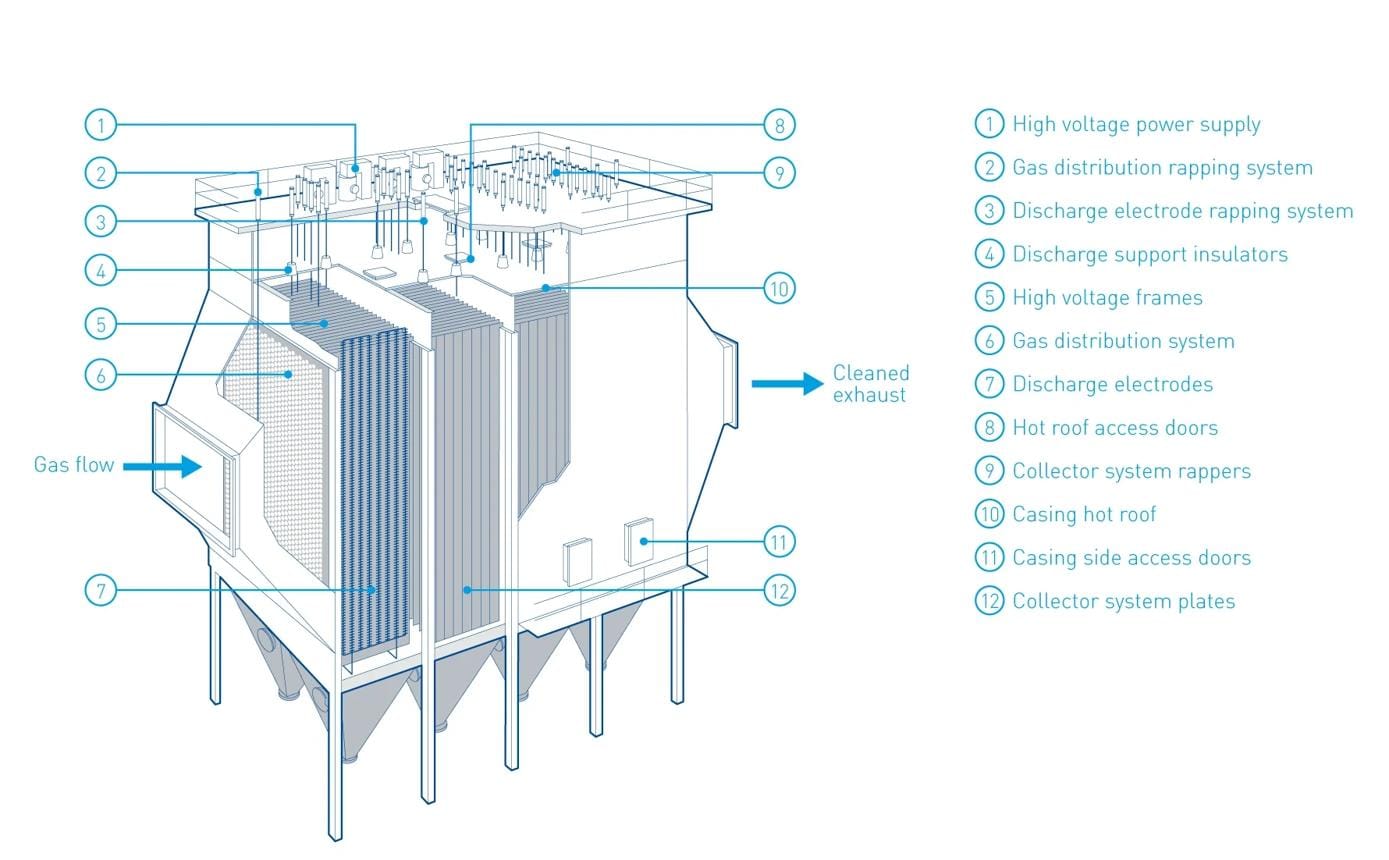
Major Components of an Electrostatic Precipitator
Inlet Gas Distribution System
Functions:
- ✓Uniform gas flow distribution
- ✓Minimize turbulence
- ✓Reduce particle re-entrainment
Components:
- ✓Turning vanes
- ✓Perforated screens
- ✓Distribution plates
Discharge Electrodes
Purpose:
- ✓Generate corona discharge
Types:
- ✓Wire electrodes
- ✓Barbed wire
- ✓Rigid mast
- ✓Spiral electrodes
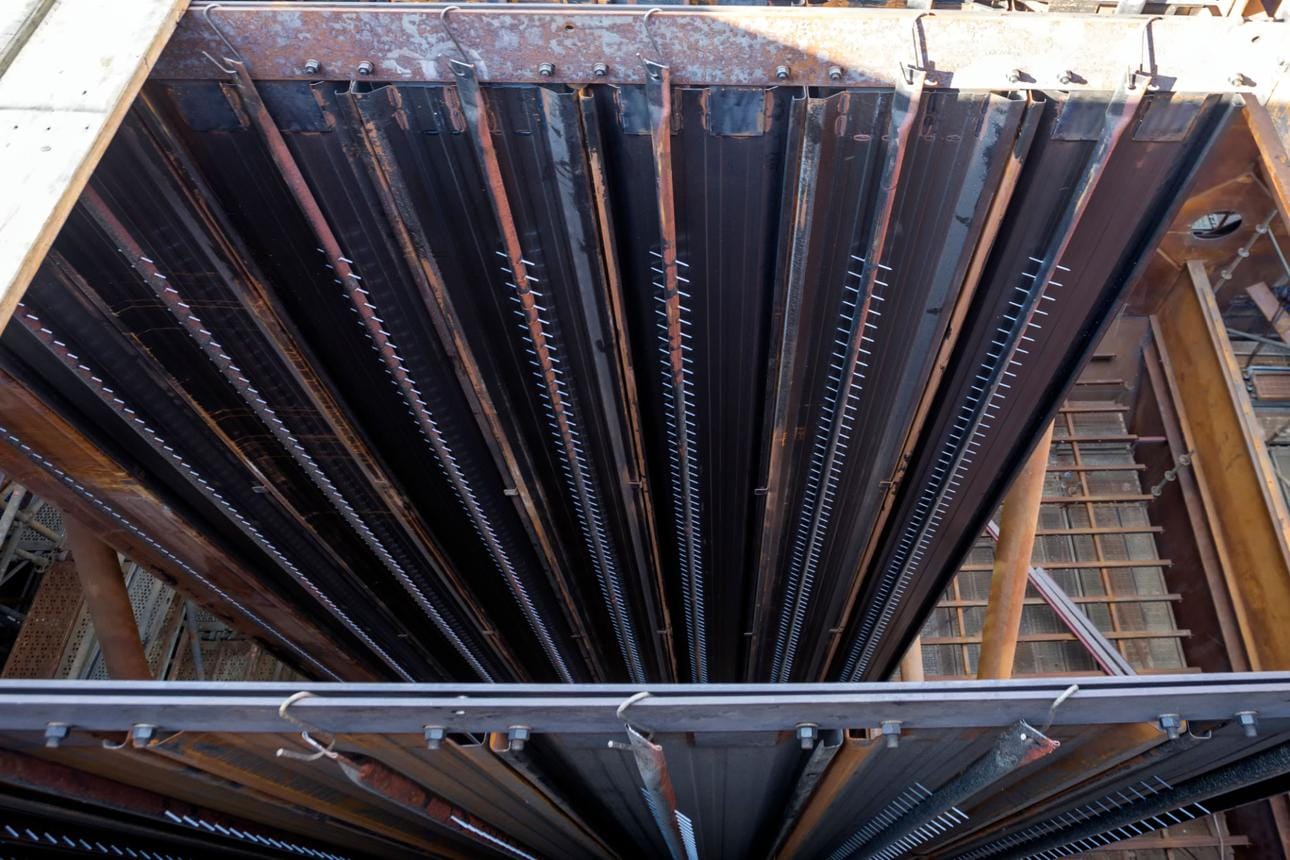
Collection Plates
Purpose:
- ✓Capture charged particles
Typical spacing:
- ✓200–400 mm
Material:
- ✓Carbon steel
- ✓Corrosion-resistant alloys
Transformer Rectifier (TR Set)
Purpose:
- ✓Convert AC to high-voltage DC
Typical output:
- ✓50–80 kV
- ✓Several hundred milliamps
Hopper System
Purpose:
- ✓Dust collection and storage
Design features:
- ✓Steep wall angles
- ✓Anti-bridging arrangements
- ✓Heater systems
Dry ESP vs Wet ESP
Dry ESP

Applications:
- ✓Fly ash
- ✓Cement dust
- ✓Limestone dust
Advantages:
- ✓Lower operating costs
- ✓No wastewater generation
Limitations:
- ✓Reduced efficiency for sticky particles
Wet ESP
Applications:
- ✓Acid mist
- ✓Oil mist
- ✓Fine PM emissions
Advantages:
- ✓Superior PM2.5 removal
- ✓No re-entrainment
Limitations:
- ✓Higher maintenance
- ✓Water treatment requirements
Deutsch-Anderson Equation
ESP performance is commonly estimated using the Deutsch-Anderson model.
Where:
- ✓η = Collection efficiency
- ✓A = Collection area
- ✓w = Migration velocity
- ✓Q = Gas flow rate
This equation shows why larger collection area and higher migration velocity improve efficiency.
Critical Design Parameters
Specific Collection Area (SCA)
Typical values:
| Industry | SCA |
|---|---|
| Cement | 60–100 m²/(m³/s) |
| Power Plant | 100–200 m²/(m³/s) |
| Steel | 80–150 m²/(m³/s) |
Gas Velocity
Typical range:
- ✓1–2 m/s
Higher velocity may cause:
- ✓Re-entrainment
- ✓Lower efficiency
Particle Resistivity
Ideal resistivity range:
- ✓10⁷–10¹⁰ ohm-cm
High Resistivity Problems
When resistivity exceeds:
- ✓10¹¹ ohm-cm
Back corona may occur.
Effects:
- ✓Reduced efficiency
- ✓Power limitation
- ✓Increased emissions
Common in:
- ✓Low sulfur coal ash
- ✓Certain cement kiln dusts
Low Resistivity Problems
When resistivity is too low:
- ✓Dust cannot retain charge
- ✓Re-entrainment increases
Result:
- ✓Reduced collection efficiency
ESP Applications Across Industries
Power Plants
Captures:
- ✓Fly ash
- ✓Unburned carbon
- ✓Boiler particulates
Typical efficiency:
- ✓99.5–99.9%
Cement Plants
Applications:
- ✓Kiln exhaust
- ✓Raw mill gases
- ✓Clinker cooler gases
Steel Plants
Applications:
- ✓Sinter plants
- ✓Blast furnaces
- ✓BOF systems
Waste-to-Energy Plants
Applications:
- ✓Combustion particulate removal
- ✓Acid mist control (Wet ESP)
Common Operational Issues
Spark Rate Increase
Causes:
- ✓Dust buildup
- ✓High moisture
- ✓Electrical faults
Back Corona
Causes:
- ✓High resistivity ash
Solution:
- ✓Gas conditioning
- ✓SO₃ injection
Re-Entrained Dust
Causes:
- ✓Aggressive rapping
- ✓High gas velocity
Hopper Plugging
Causes:
- ✓Poor hopper heating
- ✓Sticky dust
ESP vs Bag Filter
| Parameter | ESP | Bag Filter |
|---|---|---|
| Pressure Drop | Very Low | Moderate |
| Energy Consumption | Lower | Higher |
| Fine Particle Capture | Good | Excellent |
| Temperature Handling | Excellent | Limited by media |
| Maintenance | Lower | Higher |
| Footprint | Larger | Smaller |
| PM Emission Capability | Good | Excellent |
Future Trends in ESP Technology
Emerging developments include:
- ✓Smart TR Controllers
- ✓AI-based optimization
- ✓Hybrid ESP-Baghouse systems
- ✓Advanced rapping controls
- ✓Digital performance monitoring
- ✓Predictive maintenance systems
These technologies enable improved efficiency, reduced power consumption, and enhanced compliance with increasingly stringent emission norms.
Frequently Asked Questions (FAQ)
How electrostatic precipitator works?
An ESP charges airborne dust particles using a high-voltage electric field and attracts them toward grounded collection plates where they are captured and removed.
What is the efficiency of an ESP?
Modern ESPs achieve efficiencies between 99% and 99.9% depending on particle characteristics and design parameters.
What is the difference between Dry ESP and Wet ESP?
Dry ESPs collect dry particulate matter such as fly ash, while Wet ESPs remove fine particulates, aerosols, and acid mists using continuously washed collection surfaces.
Which industries use ESPs?
Power generation, cement, steel, mining, pulp & paper, waste-to-energy, and chemical processing industries.
Can ESPs meet modern emission norms?
Yes. Properly designed and maintained ESPs can achieve stringent particulate emission limits. However, many plants upgrade to hybrid systems or bag filters when lower outlet emissions are required.
Conclusion
Electrostatic precipitators remain one of the most efficient and economical technologies for large-scale particulate control. By utilizing corona discharge, particle charging, migration, and collection mechanisms, ESPs can remove millions of tons of industrial particulate emissions annually. Understanding the electrical, mechanical, and process engineering principles behind ESP operation helps plant engineers optimize performance, improve compliance, and extend equipment life.
Subscribe for Technical Filtration Insights
Stay updated with the latest developments in:
- ✓Electrostatic Precipitators (ESP)
- ✓Bag Filters
- ✓Hybrid Filtration Systems
- ✓Emission Compliance Technologies
- ✓Industrial Dust Control Engineering
Subscribe to our newsletter for expert APC insights and engineering guides.