La ciencia detrás del aire limpio en las industrias
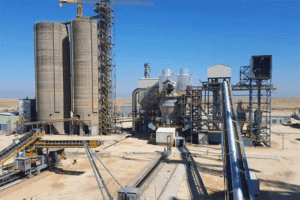
La generación de polvo es inevitable en industrias como la cementera, siderúrgica, energética, farmacéutica, alimentaria y química. Cada etapa de la producción, desde la manipulación y trituración de la materia prima hasta la molienda, combustión o envasado, libera partículas finas al aire. Estas partículas varían en tamaño, desde polvo grueso visible hasta partículas submicrónicas invisibles que pueden permanecer suspendidas en el aire durante largos periodos. Si no se controla, el polvo en suspensión no solo afecta la salud de los trabajadores, provocando enfermedades respiratorias y riesgos laborales, sino que también daña la maquinaria por abrasión, reduce la calidad del producto por contaminación y ocasiona costosos tiempos de inactividad. Además, las emisiones excesivas pueden conllevar el incumplimiento de la normativa ambiental, lo que puede acarrear sanciones y restricciones operativas.
Las máquinas colectoras de polvo ofrecen una solución de ingeniería a este problema al capturar, filtrar y eliminar el polvo de forma segura en su origen. Estos sistemas no son meros accesorios, sino componentes esenciales de la infraestructura industrial, que garantizan que las plantas puedan operar de manera eficiente, segura y en cumplimiento con las normas internacionales de emisiones.
En Intensiv-Filter Himenviro, nos especializamos en el diseño y suministro de colectores de polvo de alto rendimiento que combinan tecnologías de filtración avanzadas —como filtros de mangas, precipitadores electrostáticos y ciclones— con una ingeniería robusta adaptada a las necesidades específicas de cada sector. Nuestras soluciones están diseñadas para ofrecer una fiabilidad a largo plazo, incluso en entornos exigentes caracterizados por altas cargas de polvo, temperaturas extremas y gases corrosivos.
Para apreciar plenamente su papel en la sostenibilidad industrial, es fundamental comprender el principio de funcionamiento técnico que permite a las máquinas colectoras de polvo transformar los gases de proceso contaminados en aire limpio y respirable.
Principio de funcionamiento básico de los colectores de polvo
Un colector de polvo funciona según el principio de filtración de aire a tela o separación de partículas, dependiendo del diseño y la aplicación. El objetivo fundamental es simple pero crucial: permitir el paso de aire limpio a través del sistema, capturando y reteniendo las partículas de polvo dentro de una cámara de recolección controlada. Esto garantiza que las emisiones se mantengan dentro de los límites reglamentarios, preservando al mismo tiempo la seguridad y la eficiencia de los entornos industriales.
El proceso sigue una secuencia estructurada de pasos:
1. Entrada y distribución del aire cargado de polvo
El aire cargado de polvo entra primero al colector de polvo a través de un sistema de conductos de entrada. La geometría de la entrada es crucial: un mal diseño puede causar turbulencia, distribución desigual o sobrecarga del filtro, reduciendo la eficiencia. Para solucionar esto, los sistemas modernos utilizan distribuidores de flujo, deflectores o difusores para distribuir uniformemente el aire cargado de polvo a través de la cámara de filtración. Las instalaciones avanzadas también dependen de Dinámica de fluidos computacional Simulaciones (CFD) para optimizar los patrones de flujo de aire, reducir la pérdida de presión y mejorar la eficiencia de separación.
2. Mecanismos de separación de partículas
Según el tipo de colector de polvo, se aplican diferentes principios de ingeniería para separar las partículas de la corriente de aire:
- Separación inercial (colectores ciclónicos):
El flujo de gas se dirige en espiral o en vórtice. La fuerza centrífuga empuja las partículas más pesadas hacia la pared del ciclón, donde pierden velocidad y caen en la tolva. Los ciclones son robustos, requieren poco mantenimiento y son eficaces para partículas de polvo gruesas de más de 10 micras. - Filtración superficial (filtros de mangas/filtros de tela):
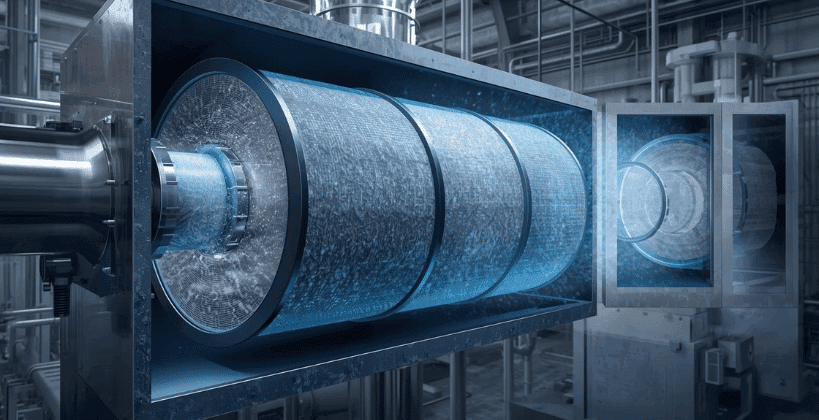
El aire se aspira a través de bolsas filtrantes de tela o filtros de cartucho plisados, donde el polvo queda atrapado en la superficie del material filtrante. Con el tiempo, se forma una fina capa de partículas, conocida como torta de polvo, que en realidad aumenta la eficiencia de la filtración al capturar las partículas más finas.
La selección del medio filtrante es fundamental y depende de las condiciones del proceso:
-Poliéster o polipropileno: Aplicaciones de uso general.
-Aramida (Nomex): Resistencia a altas temperaturas.
-PTFE (recubierto de teflón): Resistencia química y repelencia a la humedad.
- Precipitación electrostática (PES):
Las partículas de polvo se cargan eléctricamente mediante electrodos de corona de alto voltaje y luego son atraídas hacia placas colectoras con carga opuesta. El polvo recolectado se desaloja periódicamente mediante sistemas de vibración. Los precipitadores electrostáticos (ESP) son especialmente eficaces para partículas finas submicrónicas y pueden alcanzar eficiencias de recolección superiores al 99,91%, lo que los hace idóneos para centrales eléctricas y acerías. - Absorción/Impacto (lavadores húmedos):
Las partículas de polvo son capturadas por gotas de líquido, generalmente agua o soluciones químicas. El líquido transporta el polvo a una cámara de sedimentación o separación. Los lavadores húmedos son ideales para polvos pegajosos, higroscópicos o explosivos, y también facilitan la absorción simultánea de gases, eliminando contaminantes como el SO₂ o las nieblas ácidas.
3. Filtración y diferencial de presión
A medida que el aire cargado de polvo pasa a través del medio filtrante, la resistencia al flujo crea una caída de presión en todo el sistema. Monitorear y mantener esta presión dentro del rango óptimo—típicamente 1000–1500 Pa para filtros de mangas—es esencial. Una caída de presión estable indica un funcionamiento eficiente, mientras que una caída de presión creciente indica obstrucción del filtro. Los colectores de polvo modernos están equipados con manómetros de presión diferencial y sistemas de monitorización basados en PLC para garantizar un flujo de aire y un rendimiento constantes.
4. Sistemas de limpieza
Con el tiempo, el polvo se acumula en las superficies de los filtros y reduce la permeabilidad. Para restaurar el flujo de aire, los colectores de polvo utilizar sistemas de limpieza automáticos:
- Limpieza por chorro pulsante: Pequeñas ráfagas de aire comprimido a alta presión desprenden la capa de polvo de la superficie del filtro, manteniéndolo continuamente limpio.
- Mecanismo de agitación: Las vibraciones mecánicas eliminan el polvo de los filtros, lo que resulta adecuado para colectores pequeños o para operaciones intermitentes.
- Limpieza con flujo de aire inverso: Un flujo de aire inverso controlado elimina suavemente el polvo acumulado, prolongando así la vida útil del filtro.
Estos sistemas están diseñados para minimizar el tiempo de inactividad, prolongan la vida útil de las bolsas filtrantes y reducen los costos de mantenimiento, manteniendo al mismo tiempo una alta eficiencia de filtración.
5. Recogida y eliminación
Una vez separado, el polvo cae en tolvas situado en la base del colector. Desde allí, se descarga a través de esclusas rotativas, transportadores de tornillo o sistemas de transporte neumático hacia contenedores de almacenamiento o unidades de eliminación. Sistemas de descarga continua asegurar que la eliminación del polvo no interrumpa la operación, incluso en plantas que lo manipulan altas concentraciones de polvo las 24 horas del día.
Parámetros técnicos que definen la eficiencia
La eficiencia y la fiabilidad de un colector de polvo no están determinadas por un solo factor, sino por una combinación de parámetros técnicos interrelacionados. Estos parámetros guían el diseño, el funcionamiento y la evaluación del rendimiento del sistema:
- Relación aire-tejido (relación A/C):
Esta es la relación entre el volumen de aire manejado (m³/min) y la superficie del filtro (m²). Una relación A/C más baja significa que cada metro cuadrado de material filtrante maneja menos aire, lo que resulta en una filtración más efectiva y un menor desgaste de las bolsas. Sin embargo, también requiere un colector de mayor tamaño. Seleccionar el correcto La relación aire/combustible es fundamental para equilibrar la eficiencia de filtración, el costo y el tamaño del sistema.. - Velocidad de filtración:
La velocidad a la que el aire atraviesa el medio filtrante afecta directamente al rendimiento. Una velocidad excesiva puede provocar la reincorporación de polvo (partículas que vuelven a la corriente de aire limpio), mientras que una velocidad demasiado baja hace que el sistema sea antieconómico. Los ingenieros calculan cuidadosamente la velocidad de filtración óptima en función del tipo de polvo, la distribución del tamaño de las partículas y las condiciones de funcionamiento. - Eficiencia de la recaudación:
Generalmente, esto se expresa como un porcentaje, que va desde el 95,1% para sistemas más sencillos hasta más del 99,9% para filtros de mangas y precipitadores electrostáticos avanzados. Los colectores de alta eficiencia pueden capturar incluso partículas submicrónicas, lo que garantiza el cumplimiento de las estrictas normativas medioambientales y protege la salud de los trabajadores. - Caída de presión:
La diferencia de presión de aire antes y después del medio filtrante indica resistencia al flujo de aire. Una caída de presión estable refleja un rendimiento constante del sistema, mientras que un aumento repentino puede indicar obstrucción del filtro. Mantener el equilibrio adecuado garantiza la eficiencia energética y evita la sobrecarga de ventiladores y sopladores. - Niveles de emisión:
La medida definitiva de eficiencia es la concentración de polvo en el aire limpio. Medida en miligramos por metro cúbico (mg/Nm³), los colectores modernos están diseñados para cumplir con estrictas normas de emisión, a menudo inferiores a 30 mg/Nm³, según las normas de CPCB (India), OSHA (EE. UU.) y la UE. En algunos casos, los niveles de emisión pueden reducirse a <5 mg/Nm³ con medios filtrantes avanzados.
Ventajas de los sistemas de recolección de polvo Intensiv-Filter Himenviro
Intensiv-Filter Himenviro ofrece colectores de polvo que destacan por su ingeniería avanzada y sus características de diseño prácticas. Nuestros sistemas brindan un rendimiento superior en condiciones industriales exigentes:
- Diseño a medida: Cada solución está diseñada para cumplir con los requisitos específicos de la industria, ya sea para el manejo de polvo grueso de cemento, polvo metalúrgico abrasivo o polvos farmacéuticos finos. Nuestros ingenieros tienen en cuenta factores como la concentración de polvo, la temperatura, la humedad y la corrosividad.
- Materiales de alto rendimiento: Las bolsas y cartuchos filtrantes están fabricados con tejidos avanzados capaces de soportar altas temperaturas (hasta 250 °C) y gases químicamente agresivos. Entre las opciones se incluyen compuestos de aramida, PTFE y fibra de vidrio, lo que garantiza durabilidad y una larga vida útil.
- Controles automatizados: Los sistemas modernos incorporan un sistema de monitorización basado en PLC que controla la presión diferencial, inicia automáticamente los ciclos de limpieza y supervisa los niveles de la tolva. Esto reduce la intervención manual y garantiza un funcionamiento ininterrumpido.
- Eficiencia Energética: Al optimizar el diseño del ventilador, minimizar la caída de presión e incorporar mecanismos de limpieza avanzados, nuestros colectores de polvo consumen menos energía, lo que reduce los costos operativos sin comprometer el rendimiento.
- Integración de la seguridad: Para las industrias que trabajan con polvo explosivo o combustible, nuestros sistemas incluyen válvulas de alivio de explosión, detectores y supresores de chispas, y sistemas integrados de extinción de incendios, lo que garantiza el cumplimiento de las normas ATEX y NFPA.
Aplicaciones en el mundo real
Las máquinas colectoras de polvo de Intensiv-Filter Himenviro son versátiles y están al servicio de industrias con desafíos únicos:
- Industria del cemento: Gestiona eficazmente los gases de escape del horno y el polvo del enfriador de clínker, donde las cargas de polvo son extremadamente altas y las temperaturas pueden superar los 200 °C.
- Centrales eléctricas: Captura las cenizas volantes de las calderas de carbón, garantizando el cumplimiento de las normas de emisiones y previniendo la contaminación ambiental.
- Procesos metalúrgicos: Filtra el polvo y los humos procedentes de altos hornos, convertidores y plantas de sinterización, donde las partículas son abrasivas y contienen metales pesados.
- Productos farmacéuticos: Garantiza la manipulación segura de polvos finos, asegurando el mantenimiento de los estándares de sala limpia y protegiendo a los trabajadores de la exposición.
- Procesamiento de alimentos: Controla el polvo de harina, azúcar y cereales, que no solo representa un peligro para las vías respiratorias, sino que también es altamente combustible, reduciendo así el riesgo de explosiones de polvo.
Conclusión: Ingeniería de aire limpio para el crecimiento industrial
El principio de funcionamiento de una máquina colectora de polvo se basa en la ingeniería de precisión: la gestión del flujo de aire, la filtración y la separación para lograr emisiones prácticamente nulas. Para las industrias de todo el mundo, esta tecnología garantiza el cumplimiento normativo, mejora la eficiencia y protege a los trabajadores y a las comunidades.
En Filtro intensivo Himenviro, Combinamos la herencia de la ingeniería alemana con innovaciones de diseño de vanguardia para ofrecer soluciones de recolección de polvo que funcionan de manera confiable en las condiciones más exigentes. Ya sea polvo farmacéutico fino o partículas de cemento pesadas, nuestros sistemas están diseñados para garantizar aire limpio, lugares de trabajo seguros y operaciones sostenibles.
Descubra nuestra gama de soluciones:




Preguntas frecuentes
Un colector de polvo funciona aspirando el aire cargado de polvo, separando las partículas mediante filtración u otros mecanismos (como la separación ciclónica o la precipitación electrostática) y devolviendo el aire limpio al ambiente. El polvo capturado se recoge en tolvas o contenedores para su eliminación segura.
Los colectores de polvo son fundamentales para garantizar la seguridad de los trabajadores, prevenir daños en los equipos, mantener la calidad del producto y cumplir con las normativas sobre emisiones ambientales. Sin ellos, las industrias se enfrentan a riesgos de enfermedades respiratorias, desgaste de la maquinaria, contaminación y sanciones por incumplimiento.
- Coleccionistas de ciclones – para polvo grueso mediante fuerza centrífuga.
- Filtros de mangas – para partículas finas mediante filtración con tela.
- Precipitadores electrostáticos (ESP) – para polvo submicrométrico mediante carga eléctrica.
- Fregadoras húmedas – Para polvo pegajoso, higroscópico o explosivo, se utiliza absorción líquida.
La eficiencia está determinada por parámetros como:
- Relación aire-tela
- Velocidad de filtración
- Eficiencia de recolección (%)
- Caída de presión (Pa)
- Niveles de emisión (mg/Nm³)
Los colectores de polvo modernos pueden alcanzar una eficiencia superior al 99,91 TP3T con emisiones tan bajas como <5 mg/Nm³.